CONVEYOR EQUIPMENTS: CHAIN GUIDES AND PROFILES
What is a Conveyor? What is a Conveyor Belt?
What is a conveyor, also known as conveying systems? A conveyor is a continuous transfer mechanism that transports a material from one end to the other, vertically or horizontally. There are a wide range of different conveyor systems available to meet a variety of needs in many industries. There are many conveyor companies that offer unique solutions for each business area. These companies offer a range of conveyor belts designed for conveying capacity, speed, material type and other specific requirements. Here are some of them:
- PVC Belt Conveyors: PVC belt conveyors, which provide their movement with motor power, are preferred in sectors that are not directly exposed to heat and do not carry products that can damage the belt. It is used for the transportation of materials such as parcels, boxes, packaged products and bags. It is a flat belt type.
- Tracked Conveyors: Used in loading and unloading units in sand quarries, construction sites, cement factories, iron and steel, mining, stone, sugar factories, etc.
- Chain Conveyors: There are 3 different types such as standard chain conveyor, accumulation roller chain conveyor, heavy duty chain conveyor.
- Roller Conveyors: Roller conveyors are used to transport slightly heavier materials such as white goods, industrial air conditioners, automotive equipment (car doors, etc.).
- Accodion Conveyors: They have a flexible structure. They are divided into two as free driving and motorized. They are generally preferred in narrow areas. It is mostly used for loading and unloading goods. It is frequently preferred in sectors such as logistics.
- Flexible Modular Conveyors: There are 3 different types as standard, elevator conveyor and spiral conveyor. Used for vertical and horizontal transportation. It is preferred in sectors such as food, pharmaceutical and automotive.
Different types, such as more models like these, can be adapted according to the needs of industrial facilities.
Efficient transportation of materials and products produced in industrial areas on conveyor belts is of great importance in terms of accelerating workflow and reducing costs. This is exactly where conveyor systems come to the fore. As Makelsan Zincir, we are here to produce customized solutions for your company in conveyor equipment with our years of experience in industrial chain production.
As Makelsan Zincir, we can provide the conveyor chains and sprocket system that our customers need as a complete set.
This gives our customers:
- full guarantee of the operability of the sprocket system
- cost and time savings from buying products from a single supplier
- It provides the advantage of easy and fast intervention in case of possible failure
Chain conveyor belt systems are frequently preferred for the transportation of materials such as cement, grain and copper. Thanks to its durable structure, it can be used horizontally or inclined without damaging the materials on it. For example; in the grain sector, chain conveyor is used for filling or unloading silos without damaging the grain. Since each sector that requires transportation will have its own needs, the types of chain conveyor belts and conveyor belt prices they should use vary.
What is the Purpose of a Conveyor?
Conveyor systems are mechanical transportation tools that accelerate production processes and provide great convenience in logistics processes. They are used to transport materials from one point to another. Conveyor chain is one of the most important parts of these systems. Thanks to their durable and flexible structure, they have a wide range of uses in different sectors.
With the Industry 4.0 revolution, the role of conveyor systems has increased even more. In smart factories and automation processes, conveyor chains have become a critical element for more efficient production. It is preferred in many sectors such as food, automotive, mining and packaging.
Where is Conveyor Used?
Conveyors are used to automate material handling processes in various industries and application areas. Here are some areas where conveyors are widely used:
- Production and assembly lines: It helps to efficiently and smoothly transport raw materials, products and parts between different process locations. They are widely used in industries such as electronics, automotive, beverages, textiles and food.
- Packaging and distribution centers: Conveyor systems play an important role in picking and packing orders and handling shipments quickly.
- Food processing and packaging: It is used during processes such as processing, packaging and labeling of raw materials. Conveyors used here must comply with food safety and hygiene standards.
- Airport: Conveyor systems are used in airport baggage handling systems to transport passenger baggage from check-in desks to the aircraft or to baggage claim areas on arrival.
- Mining and quarrying: Long distance conveyor systems are needed to transport materials such as coal, sand, ores and grave
- Agriculture: In agriculture, conveyor systems are used for processing, packaging and storage of products.
- Retail: Some retail stores use this system to move products to shelves or storage areas.
Pharmaceutical industry: Since the production and packaging of medicine is done in a sensitive and sterile area, the conveyor systems used in this field are also specially designed. - Postal and courier services: Conveyor systems are used for sorting packages, sorting letters and routing both.
These nine applications are just some of the areas where conveyor systems are used. The flexibility and versatility of conveyors is why these areas are so diverse. Systems can be modified according to the type of material being transported, the size of the space, specific needs and the speed of the process.
Conveyor Equipment: The Key to Industrial Transportation

Efficient transportation of materials and products produced in industrial areas is of great importance in terms of accelerating workflow and reducing costs. This is exactly where conveyor systems come to the fore. As Makelsan Zincir, we are here to produce customized solutions for your company in conveyor equipment with our years of experience in industrial chain production.
As Makelsan Zincir, we can provide the conveyor chain and sprocket system that our customers need as a complete set.
This situation gives our customers:
- full guarantee on the operability of the sprocket system
- cost and time savings from buying products from a single supplier
- providing the advantage of easy and fast intervention in case of possible failure.
Conveyor Companies and Conveyor Types

There is a wide range of different conveyor systems available to meet a variety of needs in many industries. There are many conveyor companies that offer unique solutions for each business area. These companies offer a range of conveyors designed to meet specific requirements such as conveying capacity, speed, material type and other special requirements. Different types, such as belt conveyors, track conveyors, chain conveyors, and more, can be adapted to the needs of industrial facilities.
PVC Belt Conveyors
PVC belt conveyors are preferred for conveying materials on a flexible flat surface. They are generally used in packaging, assembly lines and food processing. Conveyor belt systems are available in different types and designs according to material handling requirements. Thanks to this diversity, there are solutions suitable for specific application areas. Here are the most common conveyor belt types:
- Flat belt conveyors
- Modular belt conveyors
- Curved (inclined) belt conveyors
- Wheeled conveyor belts
- Wire mesh conveyor belts
- Slat belt conveyors
- Track Conveyors
Pallet conveyors
Pallet conveyors are designed to facilitate the transportation of large and heavy loads, especially pallets. Pallet conveyors are widely used in warehouses and distribution centers.
Chain Conveyors
Chain conveyors are used to facilitate the transportation of heavy and large materials. More common in heavy industry applications such as automotive assembly lines and mining.
Roller Conveyors
Roller conveyors are used for the transportation of light and medium weight packages. This type of conveyor is moved by pushing the materials by weights or manually. In these conveyors, materials are transported on cylindrical rollers.
Accordion Conveyors
Accordion conveyors have a flexible structure. In this way, you can expand and shorten as you wish. It is used in areas that require high flexibility and space adaptation. More commonly used in warehouses, loading or unloading areas and packaging areas.
Flexible Modular Conveyors
Flexible modular conveyors are a conveyor system that you can customize and reconfigure. Composed of a series of modules, they allow the user to easily extend, shorten or reshape the conveyor according to a specific production line or workflow.
This diversity of conveyor systems enables a wide range of applications to be served. Each type can be customized according to the specific material handling requirement.
What is the Structure of Conveyor Chains?
The construction of a conveyor chain is key to its durability and functionality. Conveyor chains are usually manufactured from stainless steel, carbon steel or alloy materials. These materials ensure a long service life and high load carrying capacity.
The main components of a conveyor chain are:
- Rings: The main structure that supports and transports the material.
- Pins: Holds the links together.
- Bushings and rollers: Support elements that ensure smooth and silent movement.
There are different types of conveyor chains to suit every industry and transportation need. For example, double-row chains are preferred for heavy load transportation, while plastic chains can be used for light loads.
How to Maintain Conveyor Chains?
Regular maintenance is essential for the long life and trouble-free operation of a conveyor chain. The maintenance process can include the following steps:
- Cleaning: Oil, dust and dirt accumulated on the chain needs to be removed regularly.
- Lubrication: Regular lubrication with the correct lubricants is required to prevent wear of moving parts.
- Tension Control: Ensure that the chain is running at the correct tension. Loose chains can disrupt the operation of the system.
- Wear Check: Parts such as links, pins and bushes should be checked regularly and replaced if necessary.
Regular maintenance improves the performance of the chain and prevents unexpected breakdowns.
The Importance of Conveyor Equipment
Conveyor equipment is an indispensable part of conveyor systems. They make your business processes more efficient and play a critical role for your business by reducing your labor costs. They also improve product quality by ensuring that the materials being transported are delivered in a safe and organized manner. Here are the main advantages of conveyor equipment:
- Increased Productivity: Conveyor systems provide automatic and continuous conveying of the materials on it and optimize production processes by speeding up the workflow.
- Labor Savings: Reduces labor costs by using automated conveyor systems instead of manpower-based physical handling operations.
- Product Quality: Conveyors ensure that products are transported in an organized and controlled manner, which improves product quality.
- Safety: Conveyor equipment provides life safety in the workplace while ensuring safe transportation of materials.
Conveyor Chains Standing Out in 2024
In 2024, smart conveyor chains compatible with Industry 4.0 are of great interest. Equipped with sensors, these chains offer the ability to monitor and optimize the transport process in real time. In addition, chains made from environmentally friendly materials have been a popular choice for sustainability-oriented businesses.
2025 Conveyor Chain Prices
- Conveyor chain prices vary depending on many factors such as material quality, size and type. In 2025, conveyor chain prices are expected to be in a wide range, especially with the increase in technological innovations.
- Standard steel chains: Can range between 50-150 Euros on average.
- Stainless steel chains: Prices can reach 200 euros and above, as they are more durable.
- Smart chains: Due to their technological features compatible with Industry 4.0, they can have a price tag of 500 euros and above.
To assess the price-performance ratio, both quality and functionality should be taken into account.
Makelsan Conveyor Equipments
As Makelsan Zincir, we are a manufacturer and supplier of conveyor equipment that are essential parts of your conveyor systems. Our product range includes chain slides, friction profiles, elevator buckets and many more industrial conveyor solutions. Every single product we manufacture has high quality standards and durability. Thus, they offer you a long-lasting and reliable performance.
We are at your side with our expert team to offer customized solutions for your company according to the needs of your conveyor systems. You can also rely on us to meet the conveyor needs of your company.
Do not hesitate to contact us for more information about our conveyor equipment and customized industrial chain products!
Conveyor Equipments

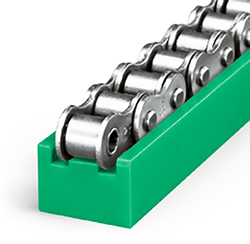
Chain guides, one of the main elements of industrial transportation systems, are an important part that extends the service life of the chains and prevents them from wearing while rubbing. As Makelsan Chain Inc., we are a leading solution provider for chain guides with our years of experience and expertise.
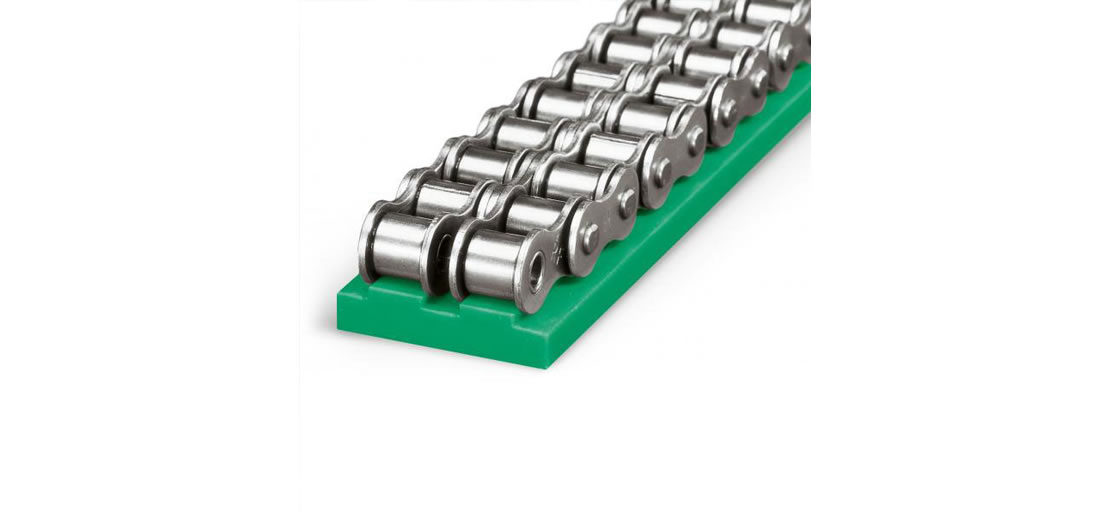
In chain guides, the chain guide profile is the special profile or shape of the surface on which the chain moves or contacts. This profile allows the chain to move smoothly, reducing wear and minimizing the guide. The chain guide profile makes the chain easier to guide or move on, while minimizing wear and energy loss.

Elevator buckets play a crucial role in the industrial chain sector by facilitating the uninterrupted vertical movement of conveyed materials. These elevator buckets are an auxiliary element of conveyor systems used in agriculture, mining, cement and many other industries. Elevator buckets, their types, applications, benefits and their importance in increasing productivity in the industrial chain sector are number one, especially in conveyor lines and handling systems.